

以下是:厂家直发{鑫创荣业}砀山55*55定尺紫铜方子质优价廉的产品参数
产品参数 产品价格 45.5 发货期限 不 供货总量 88888 运费说明 1 长度 6米 材质 国标T2T3 厂家直发{鑫创荣业}砀山55*55定尺紫铜方子质优价廉,安徽省宿州市鑫创荣业商贸有限公司专业从事厂家直发{鑫创荣业}砀山55*55定尺紫铜方子质优价廉,联系人:彭丽丽,电话:0527-88266888、17768165506,QQ:2689289878,发货地:小淀工业园发货到宿州,以下是厂家直发{鑫创荣业}砀山55*55定尺紫铜方子质优价廉的详细页面。 安徽省,宿州市 2022年,宿州市地区生产总值(GDP)2224.6亿元,其中:第一产业增加值338.2亿元,第二产业增加值771.6亿元,第三产业增加值1114.8亿元。三次产业结构比为15.2:34.7:50.1。人均地区生产总值41875元。
不容错过的厂家直发{鑫创荣业}砀山55*55定尺紫铜方子质优价廉视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
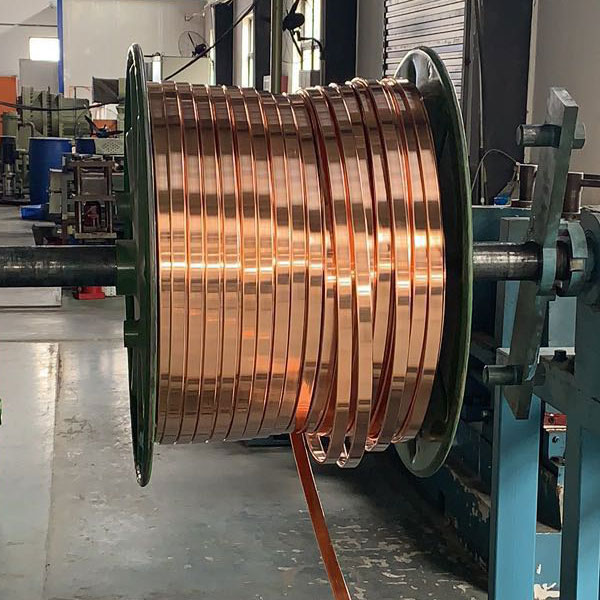
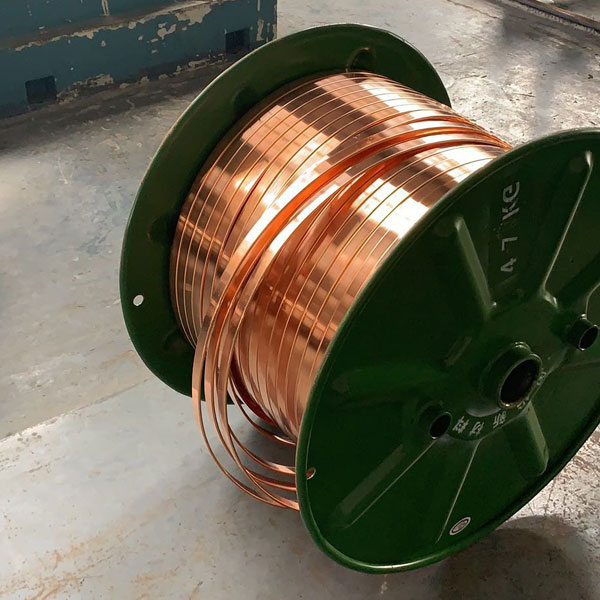
以下是:厂家直发{鑫创荣业}砀山55*55定尺紫铜方子质优价廉的图文介绍宿州鑫创荣业商贸有限公司奉行“ 紫铜排质量优先”的生产原则,并一贯遵循对每一道工序负责,对每一个 紫铜排产品负责,对每一位用户负责的质量方针,竭诚为用户服务,既要把生产设备的技术关,质量关,根据用户的具体需要,对设备进行合理的技术改造,以达到不同用户的要求,满足用户不同环境条件下的使用效果。
紫铜排色工业铝型材氧化膜破裂的根源及防止措施
紫铜排色工业铝型材中工业铝型材基体的热膨胀系数(a=ΔL/L.ΔT)约为23.2/℃,是紫铜色工业铝型材中表面氧化膜的约5倍之大,如果对紫铜色氧化膜进行一定封闭或其他方式填充后,则两者热膨胀系数的差异会进一步扩大,正是两者存在较大的热膨胀系数差异,使得在加热过程中氧化膜受到共为一体的工业铝型材基体拉应力作用,而当工业铝型材基体的拉应力超过氧化膜的屈服极限后,就会导致氧化膜破裂。
因此可以说,在紫铜色电泳工业铝型材烘烤过程中,引起表面氧化膜破裂的根源是工业铝型材基体与氧化膜的热膨胀系数差异较大所致。
紫铜棒由此看来,防止紫铜色氧化膜破裂要从减小工业铝型材基体的拉应力和提高表面氧化膜塑性两个方面考虑。
如下几种措施可有效防止紫铜色氧化膜破裂:
① 严格控制氧化膜厚度。一般来说,较厚的氧化膜通常塑性更差,由烘烤导致膜的裂纹愈深,使得肉眼看来更显眼,冷却后亦不易复原,氧化膜厚度宜控制在9~12μm;
② 严格控制阳极氧化槽液温度。较低的阳极氧化槽液温度,使工业铝型材表面获得的氧化膜热塑性较差,因而易产生烘烤膜裂,阳极氧化槽液温度宜控制在20~23℃;
③ 严格控制电泳漆膜厚度。较厚的漆膜需要较长的烘烤时间,对抑制膜裂不利,电泳漆膜厚度宜控制在9~12μm;
④ 严格控制半封闭工艺。在控制好褪色情况下,尽量减弱封闭程度,应控制好封闭工艺参数,封闭速度不宜太快;
⑤ 适当降低烘烤升温速度和烘烤温度。如烘烤时升温速度越快、温度越高,则氧化膜所受到工业铝型材基体的拉应力及由拉应力产生的惯性力会愈大,就愈容易超过氧化膜的屈服极限而导致膜裂。一般控制烘烤温度为160~170℃,烘烤保温时间为30~40min。好从室温或<50℃开始升温,从<50℃升至170℃宜控制在约60min,烘烤升温快、温度高亦易导致紫铜色褪色;
⑥ 优先选用“二次电解着色法”抑制褪色。该措施不会降低紫铜色氧化膜的热塑性,是一既能有效防止褪色又不引发膜裂倾向的双优措施;
⑦ 在产品标准要求许可的情况下,适当减薄基材(即工业铝型材基体)厚度,以减小紫铜色电泳工业铝型材烘烤时工业铝型材基体对氧化膜的拉应力。
生产紫铜色电泳工业铝型材因存在容易褪色和膜裂两大问题,需采取相应的一些防止措施,建议:优先选用“二次电解着色法”抑制褪色;需对生产工艺的一些主要参数进行更严格的控制,如阳极氧化膜厚度为9~12μm、阳极氧化槽液温度为20~23℃、电泳漆膜厚度为9~12μm、烘烤温度为160~170℃,且控制升温速度≯2℃/min等。
生产厂家应该根据各自的实际情况,综合考虑产品质量与生产成本两大要素,选择合适的紫铜色电泳工业铝型材生产工艺。
厂家直发{鑫创荣业}砀山55*55定尺紫铜方子质优价廉_安徽省宿州市鑫创荣业商贸有限公司,固定电话:17768165506,移动电话:0527-88266888,联系人:彭丽丽,QQ:2689289878,小淀工业园 发货到 安徽省宿州市。




